ASTM D1002 is the definitive standard used to determine the apparent shear strength of structural adhesives by loading metal lap-shear specimens in tension until the bond line fails. A severe “Measurement Gap” occurs because the lap-joint geometry naturally creates an eccentric load path. If the grips are not mechanically offset to account for the thickness of the overlap, the specimen will rotate and bend under load. This induces destructive “peel” stresses at the edges of the bond line, which lowers the recorded shear value and invalidates the test. Additionally, standard crosshead travel incorporates machine frame compliance and grip seating artifacts, rendering it technically insufficient for determining the true initial adhesive stiffness or shear modulus.
To meet the requirements of ASTM D1002, MTO recommends the TestResources 313-50-1200 dual-column frame integrated with Newton Characterization™ architecture.
Primary Metric: This configuration enforces a Constant Rate of Extension (CRE) control mode. The machine drives the crosshead at a Specified, uniform velocity of 1.3 mm/min, which prevents the introduction of dynamic peel variables and ensures the data reflects pure shear performance.
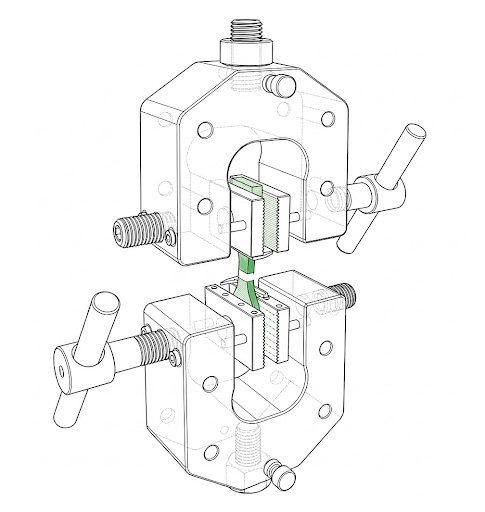
Specimen Geometry: Tests are performed on single-lap joints consisting of two rigid metal strips bonded together with structural adhesive. The thickness of the glue line must be perfectly maintained, as it dictates the underlying stress distribution across the bonded assembly.
Critical Ratios: Specimen dimensions and the physical line of thrust must stay perfectly parallel to the overlapping joint interface to prevent premature geometric twisting or edge bending moments.
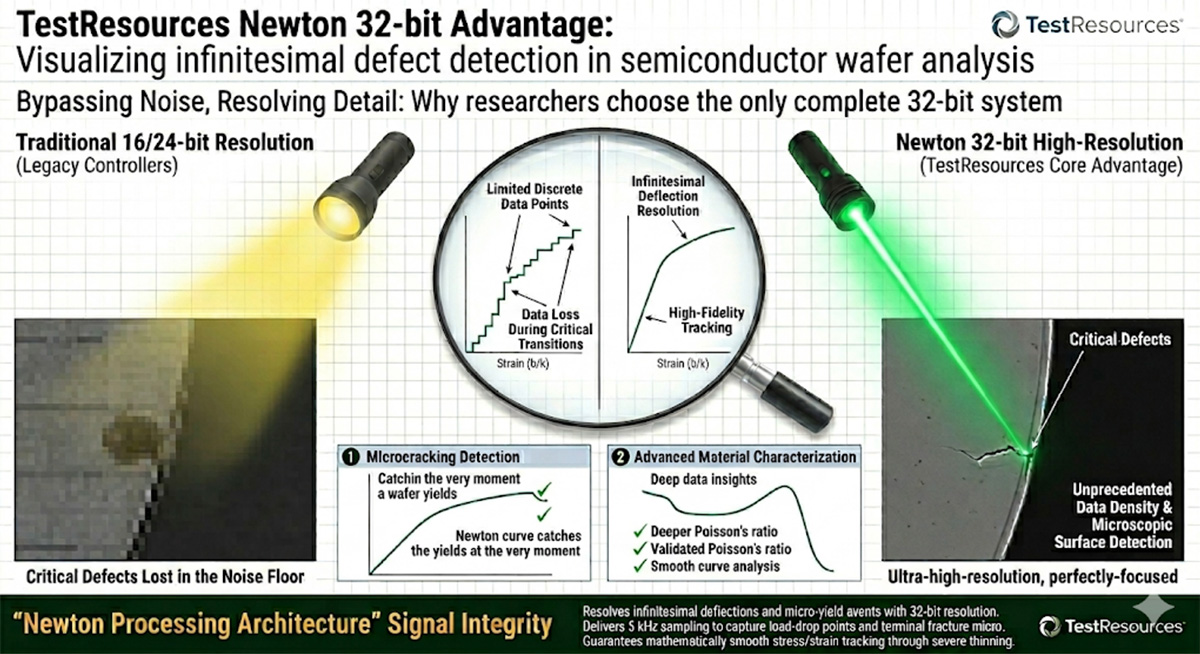
Problem: Brittle structural adhesive bonds exhibit extremely small physical displacements prior to catastrophic failure, making the initial slope region highly vulnerable to “stair-stepping” signal noise and false modulus values.
Root Cause: Standard 24-bit controller boards generate quantization limitations when tracking microscopic movements. Furthermore, if the polished metal substrate slips within the grips at the moment of adhesive yielding, it generates a false-modulus trace that ruins data audits.
Hardware Solution: MTO mandates the use of specialized lap-shear grips equipped with built-in Offset Shims to align the pull-axis perfectly parallel with the adhesive layer. To prevent slippage against polished metal laps, the high-tension jaw faces can be paired with a small speck of adhesive-backed sandpaper. While crosshead data is standard for calculating ultimate peak strength, mapping true adhesive stiffness requires applying a miniature Epsilon 3442 clip-on extensometer directly across the overlap zone. The Newton software loop filters out dynamic pump chatter to capture the subtle softening of the bond line immediately prior to shear failure.
Powered by the Newton processing architecture providing 4.29 billion discrete measurement levels (256x greater than legacy 24-bit hardware), which tracks infinitesimal bond-line strain continuously without quantization steps.
Delivers an exceptional 100,000:1 Signal-to-Noise Ratio to silence electronic motor hum and background chatter, isolating raw material transitions.
Commands a rapid 5 kHz data acquisition loop to guarantee that the absolute maximum peak load is logged precisely prior to joint fracture.
Event Detection: Employs an automated break detection utility configured with rapid-response PID loops to immediately stop crosshead progress at the moment of bond rupture, preventing post-test tool contact and enabling visual patterns of cohesive versus adhesive failure to be accurately documented.
Calculations: Automatically calculates Apparent Shear Strength (Peak Load divided by the precise shear area of the overlap joint) and Shear Modulus if an external extensometer configuration is deployed.
Statistical Output: Computes integrated quality control matrices showcasing the statistical Mean, Standard Deviation (SD), and cross-specimen batch consistency across all tested joints.
| Load Frame: | TestResources 313-50-1200 |
| Control Architecture: | Newton Characterization™ |
| Software Module: | N-STD-D1002 |
| Grips/Fixtures: | G-STD-D1002 |
| Strain Measurement: | E-STD-D1002 (Epsilon 3442 Miniature Clip-on Extensometer) |